Uma transformação lean não é algo que se realiza da noite para o dia; na verdade, como a comunidade lean sempre reforça, é um processo que não tem fim. Em meio a tantas possibilidades, ferramentas e formas de abordagem, é comum que as empresas se percam no meio do caminho se não tiverem um foco e auxílio durante sua jornada. Para assegurar que se manteria no caminho certo, a fabricante de cosméticos Mary Kay percorreu sua jornada aos poucos, em etapas, começando por um piloto e expandindo continuamente seus esforços.
A Mary Kay, que está no Brasil há mais de 20 anos, distribui seus produtos de beleza através de uma força de vendas direta, constituída por consultoras e diretoras independentes espalhadas em todo o Brasil. Sua fundadora, Mary Kay Ash, criou a empresa com a missão de empoderar as mulheres para que realizassem seus sonhos e pudessem transformar as suas vidas e a vida de suas clientes.
Para atender todas as entregas diárias, a empresa conta hoje com três centros de distribuição: um em Recife, um em Minas Gerais e um em São Paulo. Foi no centro de distribuição de São Paulo, localizado na cidade de Barueri, onde eles iniciaram a jornada lean no Brasil.
O problema: expansão de vendas e demora nas entregas não combinam
Em 2014, a empresa passava por um crescimento muito forte nas vendas no Brasil, e, com esse crescimento, alguns gargalos começaram a aparecer, entre eles o relacionado ao processo de recebimento na área de movimentação de materiais no centro de distribuição de SP. Era necessário reduzir os tempo de recebimento dos veículos para liberar as docas para a expedição dos pedidos, uma vez que o espaço era disputado pelas atividades de recebimento e expedição. O recebimento mais lento poderia travar toda a operação logística da empresa e, consequentemente, impactar a força de vendas.
Na ocasião, o tempo de recebimento de uma carga chegava a algumas horas, entre a apresentação do veículo na portaria, o direcionamento para doca, a descarga, a conferência, o recebimento fiscal, a inspeção de qualidade e a armazenagem do produto, o que limitava a capacidade de recebimento dos produtos no centro de distribuição; outro limitante era o compartilhamento das docas de recebimento com a expedição dos produtos em algumas ocasiões de pico de demanda.
Foi então que o Vice-Presidente de Operações, Henrique Fonseca, profissional que já havia passado por transformações lean em outras empresas, decidiu aplicar os conceitos lean na logística de recebimento. Para acelerar o aprendizado e tomar ações rapidamente, buscou um sensei externo para apoiá-lo no treinamento e na preparação da equipe para iniciar a transformação lean.
O início dos trabalhos se deu através da formação de uma equipe multifuncional e da elaboração de um planejamento para formação da equipe através de treinamentos on-the-job. Nesse momento, também foi estabelecida a meta desafiadora de redução de 50% no tempo de recebimento.
Etapa 1: projeto piloto trazendo resultados imediatos
O primeiro treinamento ocorreu na logística e foi sobre o mapeamento do fluxo de valor. A partir dele, a equipe identificou os desperdícios que ocorriam durante o processo de recebimento e percebeu que não havia fluxo no processo, o que ocasionava espera e aumentava o tempo de armazenagem.

Figura 1: Foto do treinamento de mapeamento
Durante o treinamento, a equipe foi ao gemba para entender melhor como o processo acontecia e, a partir daí, desenhou o estado futuro com os conceitos lean de fluxo contínuo, trabalho padronizado e gestão visual dos indicadores.
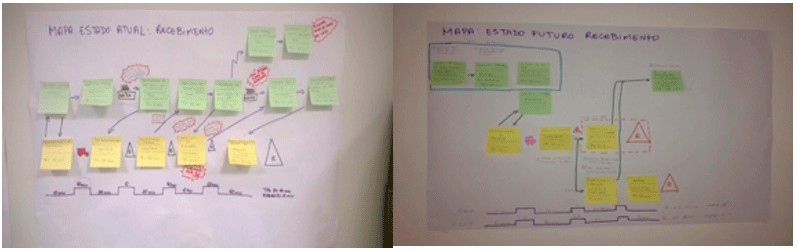
Figura 2: Foto dos mapas atual e futuro
As principais ações identificadas foram:
- Criação de uma agenda com controle de cumprimento.
- Implementação do fluxo contínuo entre a logística e o CQ (área de qualidade).
- Armazenagem em fluxo com o CQ.
- Início da implementação de qualidade assegurada com fornecedores.
Os resultados não demoraram a aparecer: em pouco mais de 3 meses, o tempo do processo de recebimento caiu 30%. As ações avançaram para a aplicação de uma gestão visual diária, de trabalho padronizado no recebimento e da aplicação das LUP (lições de um ponto) para treinamento dos operadores.
Os resultados de hoje já são impressionantes: ano a ano a equipe vem aplicando os conceitos de melhoria contínua e, atualmente, ela realiza todas as atividades de recebimento em um tempo 80% menor quando comparado com o estado original, antes do lean.
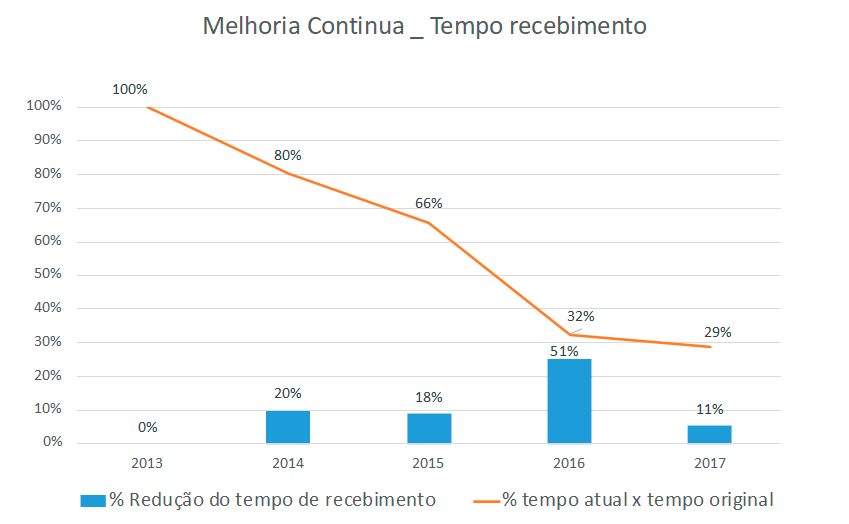
Figura 3: Gráfico com os resultados do recebimento
Etapa 2: expansão para outras áreas
Após esses resultados no projeto piloto, as iniciativas de melhoria se espalharam para outras áreas, entre elas a área de customer service, que enfrentava um problema de aumento no volume de chamadas das consultoras em função do crescimento das vendas. Após algumas expansões da área e melhorias no serviço, observou-se que o indicador de FCR 24h (first call resolution em até 24h), que mede a capacidade de resolução de casos em 24h, havia estacionado no patamar de 87%, significando que, em 13% dos contatos, o problema ou a situação levava mais de um dia para ser plenamente resolvida, exigindo ser tratado por um segundo nível de agentes de customer service.
Foi feito, então, um treinamento de mapeamento de fluxo de processo, durante o qual a área de customer service foi desafiada a aplicar o conhecimento lean para resolver esse problema. Foi decidido desenhar o fluxo de atendimento dos casos que eram escalados para o agente de segundo nível. Perceberam que o tempo de atendimento estava muito alto porque havia muita espera, criando filas por tipos de problema e falhas na comunicação com outras áreas, pois normalmente se tratavam de problemas que envolviam outras áreas internas, como o departamento financeiro ou de vendas ou com fornecedores externos, como as transportadoras.
Quando um cliente ligava e solicitava alguma informação que dependia de outra área, em geral esse agente de customer service de primeiro nível abria um caso no CRM (software de gestão de relacionamento com clientes) e aguardava que o agente de segundo nível entrasse em operação e direcionasse para outra área ou transportadora, via comunicação usando as filas e grupos de contato do CRM. Tudo isso gerava tempos de espera. Os agentes de segundo nível ficavam localizados em outro ambiente físico, o que dificultava também a comunicação.
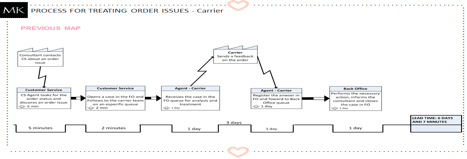
Figura 4: Mapa do fluxo administrativo de atendimento (antes)
A equipe decidiu, então, modificar o processo, o leiaute físico e também a forma de atuar dos agentes. Para um grupo menor de 4 a 6 agentes de primeiro nível, foi destacado um agente de segundo nível para dar o suporte ao agente no momento da ligação com o cliente. O agente de segundo nível passou a atuar dentro da célula, onde os agentes de primeiro nível ficavam, e foram empoderados para ligar diretamente para as áreas e/ou transportadoras na hora do contato a fim de ajudar o agente de primeiro nível a resolver o caso na hora, sem precisar colocar o caso em uma fila de casos no CRM.
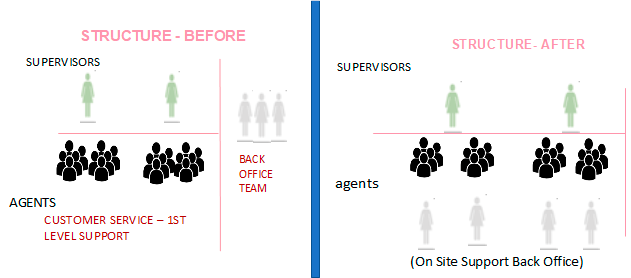
Figura 5: Estrutura antes e depois
Com essa iniciativa, o indicador de FCR (first call resolution) subiu de 86% para 98%, conforme o seguinte gráfico com os resultados:
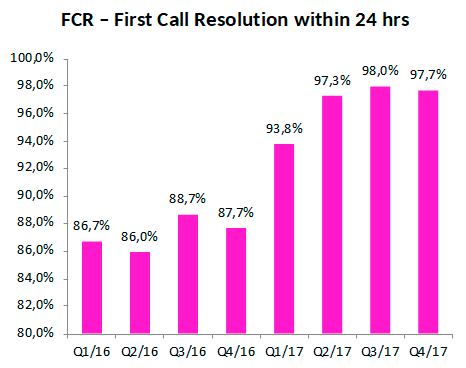
Figura 6: Gráfico com os resultados
Durante a evolução dessas iniciativas lean, a operação logística de separação e armazenagem iniciou a implementação dos 5S com o objetivo de eliminar desperdícios de tempo na busca e separação de produtos, além de criar um ambiente limpo e organizado. Foi implementada uma ferramenta de avaliação, o radar chart, que mostra quais áreas necessitam de maior atenção e empenho, sendo assim possível mudar radicalmente o ambiente operacional da empresa, além da implementação do gemba walk, que são auditorias rotineiras para avaliação da aplicação da cultura 5S nos ambientes auditados.
Figura 7: Foto dos 5S no CD
Ainda na operação, havia um problema que incomodava muito os gestores: as paradas da picking line, ou linha de separação de pedidos, que é um equipamento com quase 200 metros de extensão e com dezenas de estações de picking. Não eram grandes paradas, mas, ao final do dia, afetavam de forma significativa o desempenho e, consequentemente, a entrega. Após observarem a operação em uma das visitas ao gemba, perceberam que o separador interrompia o seu trabalho para chamar o abastecedor para abastecer as prateleiras com produtos. Além disso, viram que muitas vezes o separador tinha que sair do seu posto para chamar o responsável pela operação.
Frente a essa situação, a equipe criou a cadeia de ajuda, um dos conceitos aprendido durante os treinamentos, na qual o operador utiliza um sistema de chamadas (veja figura abaixo), como o que alguns restaurantes usam sob a mesa para chamar o garçom. Com essa iniciativa, o tempo de atendimento ao operador nessa linha caiu de 4:45 minutos para 1:09 minuto, uma redução de mais de 75% no tempo de atendimento.

Figura 8: Foto com o sistema de chamada da cadeia de ajuda
Etapa 3: construindo o GD
Com o avanço da jornada lean na operação, surgiu a necessidade de criar uma sistemática que sustentasse as mudanças para que o desempenho não regredisse. Foi então que o conceito de gerenciamento diário (GD) foi introduzido no recebimento: foram elencados os indicadores que deveriam ser monitorados, e foi criada uma rotina de reunião diária rápida para avaliar os indicadores do dia anterior e identificar as ações a serem tomadas.
Essa dinâmica criou um ciclo de melhoria com frequência diária, o que possibilitou ao time reagir rapidamente a qualquer desvio, coisa que não acontecia anteriormente, pois usavam apenas indicadores mensais e, consequentemente, ações mensais.
Essa iniciativa se espalhou rapidamente; a área de customer service, que já havia realizado melhorias, rapidamente aderiu ao processo, o que possibilitou uma melhora significativa nos indicadores e na relação com os outros departamentos. A área de manufatura, que controla a produção nos terceiros, também aderiu ao processo, o que permitiu melhorar a comunicação com a logística, possibilitando otimizar os fretes entre a empresa e seus fornecedores.
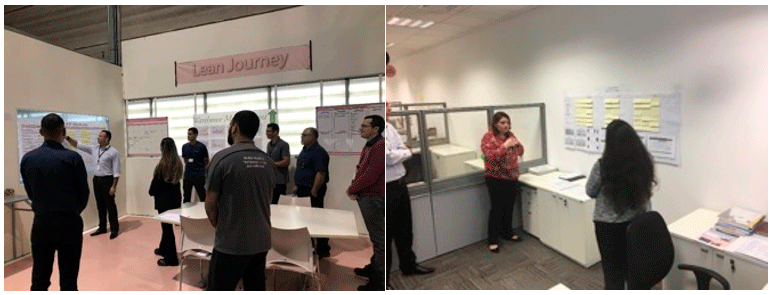
Figura 10: Foto das reuniões de GD na logística é na manufatura
Com a evolução do GD nas áreas, surgiu a oportunidade de realizar um GD da empresa, ou seja, um GD que cobrisse os assuntos inter-relacionados entre as áreas e que representasse o negócio de forma mais ampla. Recentemente essa prática foi incorporada como forma de compartilhamento, identificação e rápida resolução de problemas entre áreas que poderiam estar impactando o negócio. A dinâmica do GD atraiu a atenção dos participantes, que, antes de adotar esse processo, haviam tentado outras formas de reunião para essa finalidade, porém sem obter sucesso. O GD dispensou a minuta da reunião, que foi substituída por um quadro de indicadores e plano de ação. Até o próprio formato de realizar o GD em pé e de uma forma rápida e objetiva desafiou os participantes, que reconheceram que o novo formato era muito mais efetivo que as reuniões tradicionais anteriores.
Etapa 4: avançando na conexão com os fornecedores
A equipe recebeu um treinamento sobre sistema puxado (kanban). Como os treinamentos eram realizados on-the-job, fizeram o dimensionamento do sistema puxado durante o processo, identificando os estoques de ciclo, pulmão e segurança das caixas de papelão.
Em seguida, dimensionaram o quadro kanban e envolveram o fornecedor para que ele se adaptasse a essa nova sistemática de puxada, na qual ele deveria enviar o produto apenas quando fosse sinalizado pela logística através do quadro kanban. Isso não deu muito certo, pois o fornecedor não se adaptou a essa nova realidade, e houve a necessidade de buscar outras alternativas. A nova sistemática foi, então, desenvolvida em outro fornecedor, que aderiu ao kanban. Com isso, a implementação do sistema puxado permitiu uma redução de 40% no estoque de caixas no CD.
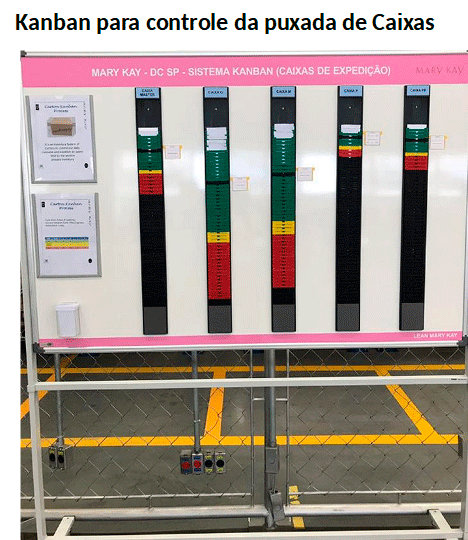
Figura 11: Foto com quadro kanban
Após essa experiência inicial com o fornecedor, o Vice-Presidente de Operações lançou um desafio para toda a equipe de planejamento e manufatura (realizada pelo fornecedor externo): reduzir os estoques de produto acabado. A equipe ficou um pouco assustada, pois o lead time total dos produtos era de 7 meses, e eles não sabiam muito por onde começar. Nesse momento, foi realizado um projeto de redução de estoques sem afetar o atendimento, e a equipe começou mapeando todo o processo da cadeia de suprimentos, desde o planejamento, o fornecedor de MP, o distribuidor, o terceiro fabricante do produto e a entrega no CD.
Figura 12: Foto dos mapas de fluxo de valor do planejamento e da manufatura
A equipe também foi treinada no processo A3 para que pudesse gerenciar o projeto de forma sistemática. Como resultado desse treinamento, foi gerado um A3 para realizar a implementação de um sistema puxado piloto para dois produtos da empresa: um creme e um perfume.
As principais ações desse A3 foram:
- Melhoria no processo de comunicação com o fabricante do produto.
- Revisão do papel do distribuidor de matéria prima no processo, para que tivesse estoque mínimo no seu CD.
- Revisão no processo de fabricação do fornecedor para redução do lead time.
- Melhoria no processo de planejamento, criando mais agilidade.
- Dimensionamento do sistema puxado para os produtos selecionados.
- Criação de uma sistemática de revisão dos cálculos.
A implementação dessas ações ocorreu ao longo de 2018, o que possibilitou uma redução significativa do lead time de 7 meses de média para apenas 2 para os itens selecionados, propiciando uma redução significativa dos estoques.
Ao longo do processo houve vários aprendizados, entre eles a necessidade de melhoria de comunicação entre as empresas, repensar os papéis dos integrantes da cadeia, criar agilidade no processo de mudança de demanda e uma maior proximidade entre planejamento dos fornecedores e planejamento de demanda.
Hoje já está estabelecido também um processo de treinamento lean para fornecedores, conduzido pela equipe de multiplicadores internos, o que está possibilitando a expansão do sistema puxado para outros fornecedores da cadeia produtiva.
Etapa 5: indo além da operação logística
Com todos esses resultados alcançados durante a jornada lean na operação, o presidente questionou toda a diretoria se já não estaria na hora de expandir a aplicação desse conceito para todas as outras áreas administrativas. Então, o VP, Henrique Fonseca, foi mais uma vez consultar um sensei externo para entender como iniciar. Ao chegar, perguntou ao sensei: “Por onde começamos?”. O sensei virou calmamente e respondeu: “Que problema você quer resolver?”. Isso o deixou intrigado; afinal, ele buscava uma resposta e recebeu uma pergunta.
Ao se reunir com os outros executivos, transmitiu a pergunta e iniciou um processo de reflexão para determinar por onde começar a transformação no escritório. Após algumas discussões, identificaram um problema importante que envolvia toda a organização: “o fechamento no final do mês – o processo que exigia que o sistema de colocação de pedidos ficasse fechado por até 18 horas”. Esse processo envolvia as áreas de vendas, financeira, recursos humanos, marketing, reconhecimento, logística, customer service e TI.
Mais uma vez foi montada uma equipe multifuncional, com pessoas de todas as áreas envolvidas, e começaram mapeando todo o processo administrativo. Ao fazer isso, descobriram coisas incríveis: havia extrema complexidade, muita burocracia, desconexão entre as áreas, muito processamento manual, espera, retrabalho, entre outras.
Figura 15: Foto do mapa do fluxo de fechamento
A equipe, então, desenvolveu alguns A3 para transformar o processo de fechamento e apelidou o processo de “lean da virada”, o que provocou uma mudança incrível na mentalidade das pessoas e nos resultados.
Entre as ações principais estavam:
- Integração entre as equipes de trabalho de áreas distintas.
- Melhoria no processo de reconhecimento das consultoras (de três dias para apenas um para avisarem a consultora de seus resultados).
- Automatização de alguns processos manuais.
- Identificação e solução de problemas com sistema de verificação de crédito.
- Realização de atividades em paralelo para agilizar o fechamento.
- Criação de processos ágeis para tomada de decisão.
Os resultados desse processo foram:
- Redução de 6h do tempo de indisponibilidade do sistema de entrada de pedidos.
- Redução de 140 horas extras que aconteciam mensalmente por conta desse processo.
- Redução do tempo de análise de fraudes em mais de 90%.
- Redução do tempo para apurar os resultados de vendas e reconhecimento das consultoras, que ganharam os concursos do mês em 70%.
- Redução dos erros sistêmicos de setup das promoções do mês seguinte.
Conclusão e lições aprendidas
Após essas cinco etapas, a Mary Kay já obteve muitos resultados positivos, como vimos no artigo. Tão importante quanto esses resultados, entretanto, foram as lições que a empresa aprendeu durante a jornada. Dentre elas, destacam-se:
- Procure o apoio total do senior management para que a transformação lean tenha sucesso. Sem apoio de cima, a transformação tende a fracassar.
- Efetue um constante treinamento dos colaboradores para que a mudança se enraíze na empresa, com colaboradores mais conscientes dos processos.
- Foque no empoderamento dos colaboradores. São eles quem realizarão a transformação, e eles precisam estar empoderados para poder realizar essa tarefa.
- Considere iniciar por um piloto. O piloto da Mary Kay mostrou a todos resultados positivos, trazendo-os a bordo na transformação.
- Aprecie a importância do suporte e validação externa de um sensei. Ter um sensei participando ajudou a Mary Kay a não se desviar do caminho.
- Busque formas de comunicar os resultados. Todos precisam saber o que está acontecendo para que possam se engajar.
- Antes de expandir para outros participantes da cadeia, prove o conceito e mostre-o funcionando. As pessoas precisam ver na prática antes de aderir.
- Para que a transformação seja sustentável, crie um sistema de sustentação da cultura lean na organização.
Frase da Mary Kay Ash

“É importante lembrar que, mesmo que as mudanças impliquem incertezas, elas também trazem oportunidades. Cada um de nós precisa se engajar em um programa de automelhoria, buscando continuamente mais conhecimento e novos métodos. Devemos estar abertos a novas ideias e nunca estar satisfeitos com uma situação já estabelecida”.