Não saber por onde começar a primeira aplicação do lean em um novo ambiente é uma situação comum, e os “modelos” atualmente disponíveis aos praticantes tendem a fornecer uma estrutura teórica, mas poucos conselhos concretos e práticos. É por isso que sempre volto à “casa” do Sistema Toyota de Produção, como definida no livro “Kaizen Express”, que oferece uma bússola para iniciar a prática lean e aprender em situações diferentes. Leia a versão mais extensa deste artigo para mais insights e para ler uma aplicação ao gemba dessas ideias. Primeiro, a casa STP o leva a definir o “por quê?”, as principais metas a serem perseguidas a fim de melhorar a efetividade de seu departamento:
• Como dobrar a qualidade (reduzir à metade as reclamações, as devoluções, o retrabalho, assim por diante)?
• Como reduzir o custo (eliminando desperdício de capital e recursos de trabalho)?
• Como reduzir o lead-time (aumentando a flexibilidade e reduzindo a estagnação)?
A casa STP também indica o “como?”, definindo uma direção clara para seguir ao analisar as operações atuais e definir os próximos passos em direção à melhoria. Você pode aumentar o nível de just-in-time ao:
• Calcular o tempo takt e perguntar como dar um passo para colocar o ritmo da produção mais próximo ao ritmo das vendas.
• Melhorar o fluxo contínuo encaixando as operações externas na sequência contínua de passos a serem tomados, do início ao fim.
• Puxar uma operação após a outra, em vez de fazer lotes e começar muitos trabalhos simultaneamente e colocá-los de lado quando algo dá errado.
Para fazer isso, você precisa aumentar o nível de jidoka, que é possível ao:
• Identificar e parar a cada defeito no processo de fazer coisas ou entregar serviços a fim de ser capaz de controlar o tempo takt e aprender com um trabalho por vez (assim como garantir a qualidade de cada trabalho).
• Separar o trabalho humano do trabalho da máquina para ser capaz de integrar equipamentos de sistemas dentro do fluxo contínuo do trabalho.
A casa STP também diz “o que” fazer a fim de alcançar essas metas na prática.
O objetivo do pensamento lean é alcançar nossas metas desenvolvendo pessoas para que, assim, não possamos solucionar qualquer problema somente em nossa mesa e, então, pedir aos outros que executem, não importa quão tentador isso seja. O desafio é agir através de:
• Kaizen: pedir às equipes que estudem seus próprios métodos de trabalho a fim de que encontrem oportunidades de melhoria de desempenho, pensem em novas formas para fazer as coisas, testem-nas e avaliem o novo método.
• Padrões: focar na solução individual de problemas nas questões de desempenho diário para evidenciar padrões, a lacuna para esses padrões e como eliminar essa lacuna para aprofundar o entendimento das pessoas quanto às especificidades de seu trabalho, às habilidades básicas e a um conhecimento mais profundo.
• Heijunka: usar a programação para melhorar o processo de planejamento para nivelar altos e baixos e, então, aprender a fracionar e misturar o trabalho a fim de puxá-lo para mais perto do tempo takt.
Essa bússola lhe mostrará o caminho para uma maior vantagem competitiva ao evidenciar oportunidades de Kaizen enquanto melhora a estabilidade básica das operações, o que permite que as pessoas trabalhem sem sobrecarga ou estresse e que tenham ideias e iniciativas de melhoria conforme melhoram seu entendimento sobre a ligação entre os ganhos dinâmicos e a forma como realmente fazem o trabalho. O processo de usar essa bússola para apoiar as atividades contínuas de Kaizen também sustenta confiança mútua no local de trabalho enquanto aprendemos a encarar nossos problemas juntos e com um melhor trabalho em equipe.
Como podemos começar com o lean em um novo ambiente? Essa é uma pergunta comum, e ela não é fácil de responder, já que não há “entradas-padrão” ao pensamento lean – é necessário adotá-lo, o que só acontece através da prática. Mesmo assim, a pergunta permanece…
Essa é a situação na qual estávamos há um ano, quando um de nós (Boris) decidiu aplicar o lean em suas operações. Como diretor de um centro de manutenção de trens, ele conhecia a manutenção de dentro para fora, era encorajado pela gestão a adotar as práticas lean e havia lido sobre lean. O outro autor (Michael) conhecia a prática lean, mas nunca a havia visto em um centro de manutenção de trens – e, portanto, não tinha ideia prévia sobre como tornar o centro “mais lean”.
Lean, acreditamos, é nossa resposta ao desafio da Toyota de criar organizações muito superiores, tanto em termos de valor para os clientes (e para a sociedade), quanto desempenho e relacionamento com os interessados. A Toyota nos ensina que, ao criar valor (mais produtos e serviços, que sejam melhores e mais variados), inevitavelmente geramos desperdício (financeiro, social e ambiental), mas que, ao aprender a “pensar lean”, podemos eliminar algumas das causas mais enraizadas desses desperdícios. Até aqui tudo bem, mas como fazer isso na prática?
Há muitas ótimas descrições do lean. Os cinco princípios originais do pensamento lean, de Jim Womack e Dan Jones, é uma obviamente, mas há outras: os quatorze princípios da Toyota Way, de Jeff Liker, ou o Kata Toyota, de Mike Rother, até a Estrutura de Transformação Lean, da Lean Global Network. Cada um desses modelos é certo e esclarecedor e é sempre muito útil para dar uma luz quanto ao “mistério do lean”, olhando para ele pelas perspectivas do processo, da cultura, da neurociência ou da heurística cognitiva. Eles são ótimos para dar uma perspectiva geral, mas não muito úteis quando se trata de dizer aos praticantes “o que fazer a seguir”.
Por isso voltamos para a própria descrição do sistema pela Toyota no meio da década de 80 (não a Toyota Way, que veio após 2001, mas a “casa” original do Sistema Toyota de Produção), como mostrado aqui por John Shook e Toshiko Narusawa no “Kaizen Express”:
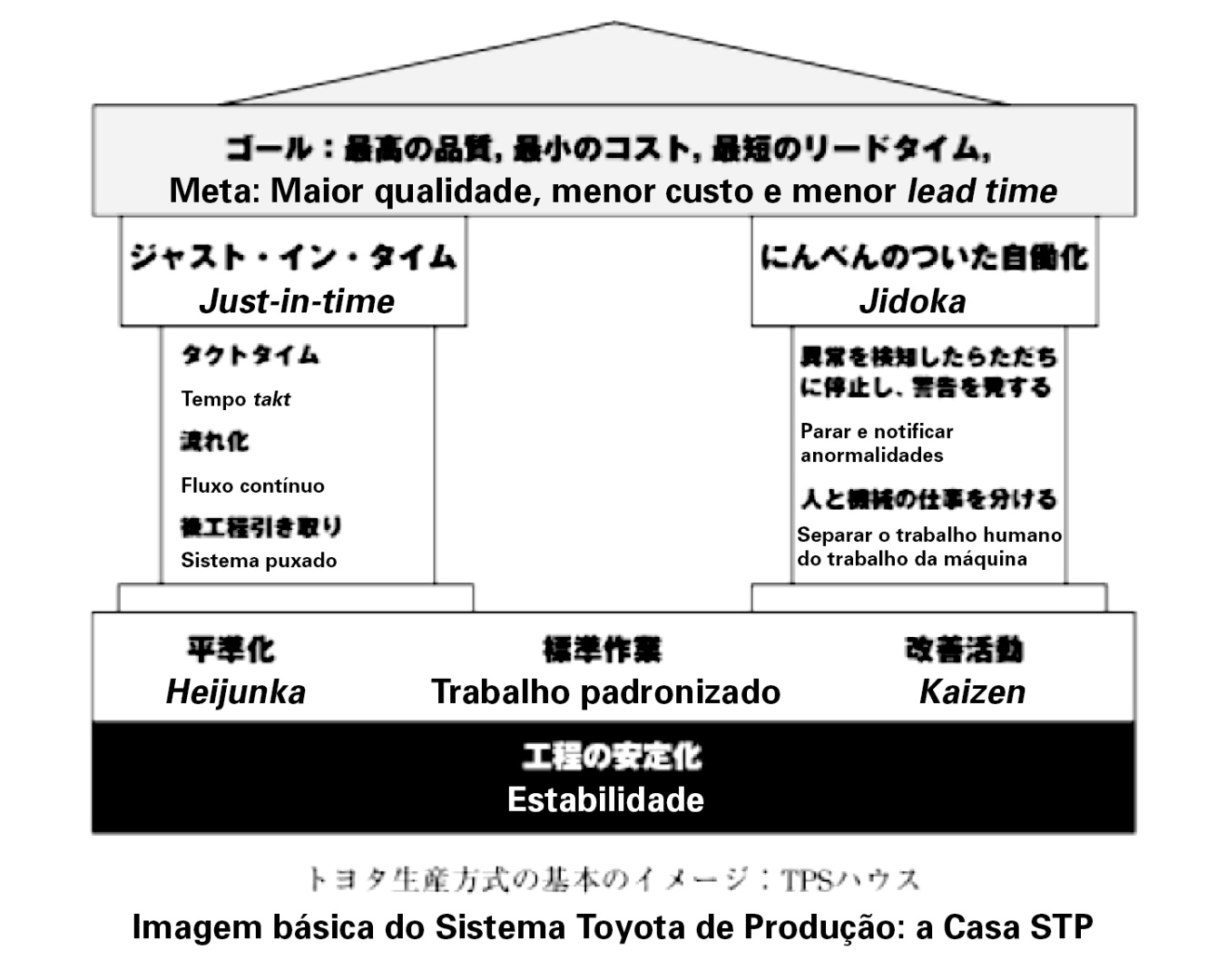
A Toyota formulou essa “casa” do Sistema Toyota de Produção em uma época em que estava tentando propagar o pensamento STP dentro da empresa e para seus fornecedores, mostrando à alta administração como se adaptar à estendida cadeia de suprimentos just¬-in-time. À primeira vista, esse modelo pode parecer um pouco estranho, mas é muito útil para esclarecer os próximos passos. Como uma bússola, que aponta para a direção certa, a casa STP opera em três níveis:
1. OBJETIVOS: define claramente quais são os objetivos que devemos buscar, começando com maior qualidade, menor custo e menor lead-time (adicionaríamos operações mais seguras e maior desempenho energético para explicar as evoluções desde a metade da década de 80). Os objetivos não são níveis a serem alcançados, mas fazem importantes perguntas quanto às metas dinâmicas de nossos esforços: onde encontraremos melhorias de qualidade? Onde encontraremos melhorias de segurança? Onde encontraremos redução de custos? Onde encontraremos redução de lead-time? Onde encontraremos aumentos no desempenho energético?
2. ESTRUTURA DE ANÁLISE: o segundo nível da casa STP mostra especificamente como olhar para as operações para alcançar os objetivos definidos: queremos melhorar simultaneamente o nível de just¬-in-time e de jidoka. Isso nos leva a descobrir qual é nosso nível atual de just¬-in-time e de jidoka. O que significaria melhorar esses dois recursos de nossas operações?
3. PROGRAMA DE ATIVIDADES: o terceiro nível da casa nos diz como devemos fazer na prática. Para alcançar os objetivos de maior qualidade, menor custo e menor lead-time, enquanto aumentamos os níveis de just¬-in-time e jidoka, é necessário, na prática, pedir às equipes que conduzam iniciativas de kaizen (estudando seus próprios métodos de trabalho e melhorando-os) e desenvolvam e aprofundem seus padrões de trabalho; também é necessário que olhemos para como o trabalho é planejado para melhorar o nível de heijunka (nivelamento no sentido de fracionar e misturar o trabalho e mantê-lo estável). Para ajudar as equipes a alcançarem isso, devemos trabalhar com a gestão para criar as condições básicas de estabilidade (em termos de mão-de-obra, máquinas, materiais e métodos) para sustentar o kaizen.
Com um pouco de esforço mental (na verdade, muito), o sistema da casa STP nos ajuda a esclarecer quais são os objetivos que devemos alcançar, por que e como devemos alcançá-los.
Como isso funcionou na prática em nosso centro de manutenção de trens?
O OBJETIVO É A SATISFAÇÃO DO CLIENTE
Como podemos entregar maior qualidade? Não é muito difícil. Os passageiros querem viajar com conforto e chegar ao destino na hora. Com a manutenção de trens, isso significa 1) ter o trem pronto para partir na hora correta, 2) garantir que o trem não quebre no meio da viagem, 3) garantir um trem limpo e 4) garantir que todo equipamento a bordo (como assentos, portas, lâmpadas, descargas e água corrente) esteja funcionando. Na prática, perguntamos quais passos práticos podemos seguir:
• Preparar o trem um pouco mais cedo do que a meta para compensar qualquer problema de último minuto.
• Consertar uma fonte concreta de problemas possíveis.
• Limpar melhor os vagões do trem.
• Cuidar melhor de uma peça do equipamento do cliente.
Atacar isso pragmaticamente não nos permitiu solucionar o problema sistêmico da manutenção dos trens, mas nos forçou a encarar algumas questões difíceis e a focar no próximo passo em vez de focar no problema como um todo.
Como fornecemos mais segurança? Essa é sempre uma pergunta difícil, porque acidentes são… acidentais. Mesmo assim, começamos a contar dias consecutivos sem acidentes e a listar hábitos de trabalho seguros contra não seguros, enquanto pedimos ao departamento de saúde e segurança e a todos os líderes de equipe que conduzissem uma auditoria diária no chão de fábrica para, depois, serem capazes de compartilhar descobertas.
Dessa forma: os líderes discutem com suas equipes nas reuniões diárias ao que devem prestar atenção e identificam qual padrão precisam verificar no dia, enquanto o departamento de saúde e segurança entende como simplificar a aplicação concreta dos padrões para as equipes.
Focar diariamente em questões de segurança nos fez confrontar o fato de que a manutenção de trens, por sua própria natureza, lida com a mistura de humanos e maquinário pesado. Percebemos que a proximidade cria familiaridade e que precisávamos lembrar as pessoas todos os dias das situações perigosas em que podem estar; não apenas “fazer o trabalho”, mas tentar parar e pensar quando uma operação parecer perigosa. Listar os hábitos perigosos ajudou, mas estamos apenas na superfície de um problema mais profundo.
Como reduzir o custo da manutenção? Essa é uma pergunta que tem sido, obviamente, examinada repetidamente, e nenhuma resposta óbvia vem à mente a não ser contabilizar o próprio tamanho dos trens – muito do tempo de trabalho é gasto apenas na locomoção de um lugar a outro, o que torna o retrabalho ainda mais prejudicial. Sem objetivo claro em mente, decidimos olhar para as atividades não relacionadas à manutenção que cada técnico tinha de fazer (procurar peças, descobrir onde deveria ir, preencher a papelada) e perguntamos como poderíamos torná-las mais fáceis e fazer com que consumam menos tempo.
Sem respostas fáceis aqui, mas o simples fato de fazer essa pergunta abriu nossos olhos ao impacto da produtividade do capital na produtividade humana – grandes espaços criam muito movimento e, portanto, custos – isso fez com que perguntássemos se havia uma forma diferente para lidar com o espaço.
Lead-time menor: como podemos reduzir o tempo entre a chegada do trem ao centro de manutenção e sua saída? Essa é uma pergunta fascinante, porque, obviamente, o conteúdo de trabalho varia consideravelmente dependendo do que precisa ser feito, de 45 minutos necessários para simplesmente limpar um trem até cinco dias necessários para inspecionar e substituir maquinário pesado. Sem uma ideia concreta sobre como começar a reduzir o lead-time, começamos a controlá-lo, instalando um grande quadro branco com o lead-time planejado para cada trem e as horas-extras (se acontecesse), e comprometemo-nos a ir e ver diretamente no gemba com a equipe de gestão para encontrar as causas raízes do trabalho que estiver durando mais do que o esperado.
A força da casa STP é que, em uma situação tão complexa e ambígua quanto “melhorar a manutenção de trens”, ela nos permitiu mover muito rapidamente de pensar sobre como atacar o problema para criar uma lista de ações concretas:
1. Controlar mais firmemente a hora em que o trem retorna à ferrovia.
2. Encontrar a causa do defeito para atacar especificamente, como conexões elétricas.
3. Focar na limpeza de uma área – começamos com a fachada do trem, a primeira coisa que os passageiros veem quando o trem se aproxima da plataforma.
4. Cuidar melhor de uma peça do equipamento do cliente.
5. Controlar o lead-time de trem para trem.
Essa lista prática nos deu uma forma para começar, e também uma forma para explorar quais questões seriam simples de solucionar e quais não seriam tão simples, que, por sua vez, revelou (como muitas vezes acontece) problemas mais profundos que tínhamos de atacar.
Esclarecer esses objetivos nos levou a implementar um obeya para a equipe de gestão se reunir regularmente, acompanhar seu próprio desempenho quanto a esses objetivos de melhoria e dar um espaço para pensar e discutir longe da pressão das operações diárias.
Os benefícios (assim como os desafios) de criar tempo para parar e pensar sobre como alcançar os objetivos comuns e debater (às vezes discutir) como uma equipe eram surpreendentes e imediatos. Construímos o trabalho em equipe e visivelmente aceleramos a solução de problemas difíceis, assim como nossa habilidade de resposta às crises inevitáveis, que tornam a manutenção de trens tão excitante e estressante.
Os primeiros resultados vieram cedo e eram muito evidentes – o número de entregas tardias de trens foi reduzido pela metade, e os acidentes, a dois terços. Claro que sabíamos que isso não representava muita coisa, mas estávamos surpresos pelo impacto causado por dar à equipe de gestão domínio de seus próprios problemas e fazer com que trabalhassem melhor com suas próprias equipes no chão.
Em termos de como responder as questões mais amplas de melhor qualidade, menor custo e menor lead-time, os pilares da casa STP também dão indicações muito práticas sobre como lidar com os próximos passos.
ENTENDA A SITUAÇÃO ATRAVÉS DE JUST-IN-TIME E JIDOKA
Tempo takt: um cálculo aproximado do tempo takt resultou em 50 minutos. Obviamente, a programação de entrega não é organizada assim: há, em média, 30 trens a serem processados a cada 24 horas, mas a maioria das entregas acontece pela manhã, entre às quatro e às oito horas, e novamente à tarde. Mesmo assim, o tempo takt nos permite dividir o trabalho em unidades de 50 minutos e nos encoraja a perguntarmos a nós mesmos como o centro funcionaria se um trem tivesse de ser entregue precisamente a cada 50 minutos (levando em conta a variação do conteúdo de trabalho de 50 até 7.200 minutos).
Fluxo contínuo: com o tempo takt em mente, percebemos que o trabalho nos trens era organizado em lotes. Um colaborador, por exemplo, corre pelo trem todo esvaziando todas as lixeiras, seguido por outro com um aspirador, e assim por diante. Começamos a imaginar como organizar um fluxo contínuo para as tarefas de limpeza vagão a vagão e, depois, de quantos colaboradores precisaríamos para manter o tempo takt. Uma conclusão imediata à qual chegamos quando começamos a olhar para o problema por essa perspectiva é que a qualidade é difícil de manter quando uma pessoa tem a responsabilidade por uma tarefa isolada em algo tão grande quanto um trem. Ao dividir o trabalho por cada vagão, a responsabilidade pode ser assumida para apenas uma parte do trabalho, como “um vagão inteiro limpo”.
Sistemas puxados: puxar essencialmente significa que não devemos começar o próximo trem enquanto não tivermos terminado o atual. Isso é claramente impraticável na organização atual, mas nos fez perceber que sempre existem entre 10 e 20 trens imobilizados no centro por uma variedade de motivos: há muito capital lá. Pensar sobre puxada nos fez imaginar por que tantos trens ficavam inativos no centro com poucos ou nenhum técnico trabalhando neles, e isso também nos encorajou a olhar de forma diferente para o processo de planejamento. Não surpreendentemente, descobrimos que o plano era organizado de acordo com as restrições, não de acordo com o tempo takt. Parafraseando John Shook, agora precisamos fazer restrições a nossos amigos e repensar como o trabalho é puxado pelo centro.
Claramente, seria muito fácil pensar que ideias como tempo takt, fluxo contínuo ou sistemas puxados simplesmente não podem ser aplicados à manutenção de trens – a situação é muito diferente de uma fábrica de automóveis. Na verdade, é o contrário. Sim, a situação básica é muito diferente, mas fazer um esforço para aplicar os conceitos de just-in-time a um novo caso, não importa quão estranho pareça, nos levou a enxergar as coisas por uma perspectiva diferente, e começamos a visualizar o grande potencial de produtividade que não conseguíamos enxergar antes. Os objetivos da casa STP esclareceram por onde começar, e o primeiro pilar nos mostrou como pensar para seguirmos em frente. Era similar ao jidoka, então nos perguntamos:
Como podemos parar e atacar as anormalidades? Novamente, não conseguimos pensar em nenhuma forma imediata para fazer isso, mas o que percebemos foi quão isolado o técnico fica. Todas as discussões ocorrem no escritório, quando o técnico planeja seu trabalho com o gerente e quando discutem o trabalho feito e preenchem a papelada. Quando algo dá errado no próprio trem, entretanto, o técnico precisa parar o que está fazendo e retornar ao escritório para entender as coisas. O processo gerencial acontece longe dos trens. Esse sistema aumente consideravelmente o desperdício de tempo que cada anormalidade gera. A pergunta que começamos a fazer era como trazer a gestão para mais perto dos trens e das operações. Nenhuma resposta fácil até agora, mas uma direção clara para melhoria – e com um grande impacto no just-in-time também. Demos o primeiro passo ao instalar um quadro no gemba, bem na frente dos trens, com os conteúdos de muito trabalho. No quadro, colocamos a programação. Cinco vezes por dia, os líderes de equipe veem para frente do quadro para discutir os últimos problemas com o coordenador. Isso encoraja a encarar problemas com naturalidade no gemba quando ocorrerem em vez de esperar até que os problemas cheguem ao escritório. É um primeiro passo importante, mesmo ainda estando longe de um andon!
Como podemos separar o trabalho humano do trabalho das máquinas? Esse é um aspecto menos conhecido do jidoka, mas que é crítico para criar fluxo contínuo. A ideia é que qualquer operador deveria colocar a peça na máquina, ligá-la com um toque e, então, seguir para a próxima tarefa enquanto a máquina faz seu trabalho: a máquina não precisa de supervisão humana para trabalhar e consegue parar quando o trabalho não estiver indo como deveria. Novamente, parecia não haver aplicação óbvia desse conceito no centro de manutenção de trens, até considerarmos a entrega das peças aos técnicos. No sistema atual, a logística supre estoques “avançados”, aonde os técnicos vão e pegam o que precisam quando precisam. Se considerarmos o sistema de suprimentos uma “máquina”, conseguimos enxergar que ele é dependente do técnico para funcionar: o técnico precisa achar a peça certa, lidar com peças faltantes, revirar o local quando algo estiver faltando e, depois, retornar a sua estação de trabalho no trem. A ideia é trazer tudo para o técnico onde quer que ele esteja trabalhando para separar seu trabalho do trabalho de entrega de peças. Ainda não temos ideia de como fazer isso, mas nosso palpite é que as técnicas tradicionais de just-in-time lean, como trens (sim, trens internos de suprimentos) podem ajudar. Além disso, descobrimos que peças grandes do conteúdo de trabalho de operações preventivas passam por testes, e, durante essa bateria de testes, os técnicos esperam em bancos de teste: eles conectam e calibram o banco e apertam enter para confirmar o fim de uma bateria e o início da próxima. O trabalho deles é muito mecânico, e eles são como uma extensão da máquina. Certamente, não conseguimos mudar ao estralar dos dedos, mas decidimos dar o primeiro passo: dar periodicamente aos técnicos a lista das últimas falhas de equipamento pelos quais são responsáveis e pedir que deem uma olhada crítica no trem com essas informações a fim de:
• Estender o trabalho e a autonomia deles.
• Mostrar-lhes claramente que não os consideramos extensões da máquina.
Esse caso mostra muito vividamente como os dois pilares agem como um sistema – a fim de puxar o trabalho de fluxo contínuo no tempo takt, precisamos separar o trabalho de suprimento da logística ou a administração dos bancos de testes do trabalho dos técnicos. Para a logística, faremos isso criando um fluxo puxado contínuo nas peças do sistema de suprimento. Para os testes, começaremos abrindo a mente dos técnicos. Nesse caso típico, conseguimos enxergar como os dois pilares se unem: você precisa das quatro pernas para ter uma mesa.
Como pode ser visto por esse exemplo, a estrutura da “casa” STP nos leva a fazer perguntas muito deliberativas e específicas sobre quais são os próximos passos a fim de melhorar, mesmo em ambientes muito distantes da produção de automóveis, como na organização de eventos.
Além disso, pensar nessa estrutura imediatamente revela grandes lacunas em nossa prática lean, e como essas várias lacunas se encaixam no sistema e se combinam para desacelerar as melhorias na satisfação do cliente – por exemplo, como melhorar nossa habilidade em parar e identificar anormalidades influencia nosso tempo takt das apresentações e vice-versa?
A próxima pergunta feita pela casa STP é: como solucionaremos esses problemas com os próprios técnicos?
Kaizen: essa parte era a mais familiar, já que o centro de manutenção de trens havia investido em melhoria contínua por alguns anos, e a linguagem era familiar. Para simplificar um pouco a abordagem, focamos no Kaizen de seis passos de Isao Kato e Art Smalley para dar uma ferramenta estruturada aos líderes de equipe para que sustentassem a melhoria com suas equipes, favorecendo as condições de trabalho no início, a fim de mostrar às equipes que poderia organizar e administrar suas próprias áreas e controlar seu próprio trabalho. Recentemente, começamos a posicionar o Kaizen para mais perto dos potenciais de melhorias técnicas, já que “Kaizen é igual a ficar mais perto do processo final” (T. Harada).
Trabalho padronizado: por outro lado, o trabalho padronizado foi difícil desde o início. Como criar trabalho padronizado com um tempo takt de 50 minutos? Antes de começarmos com o trabalho padronizado, olhamos para o trabalho padrão. Não foi uma surpresa confirmar que havia procedimentos para tudo, mas poucos e precisos padrões de trabalho. Para iniciar essa conversa com as equipes, começamos a trabalhar em soluções individuais de problemas com uma ênfase em descrever um problema como uma lacuna para um padrão. Essa abordagem pragmática nos levou a discutir o trabalho padrão em muitas e variadas circunstâncias e a engajar os líderes de equipe e os supervisores a escreverem seus primeiros padrões. Além de tudo, nosso começo com kaizen técnico é também um bom começo para escrever padrões usando o passo 2 de Kato e Smalley.
Heijunka: para alcançar haijunka, todos os técnicos deveriam ser perfeitamente multitarefas e passar por uma sequência regular de operações diferentes. Isso é tão impossível em nossa realidade atual, e, ainda assim, podemos começar a olhar para quais operações realizamos mais frequentemente por certo período de tempo e como podemos planejar melhor a sequência de operações para estabelecer um ritmo mais regular. Para o primeiro passo, um simples quadro haijunka nos mostrará a lacuna entre nosso planejamento clássico e um nivelado. Portanto, haijunka nos levará passo a passo a repensar nosso planejamento para tornar o fluxo de trabalho melhor e mais fácil para os próprios técnicos para visualizar sequências e transferências.
A base da casa é a estabilidade básica. Em muitas áreas, começamos o processo de kaizen com controle por zona – pedindo às equipes que usassem 5S para organizar seu ambiente de trabalho e tornando mais fácil a padronização das operações. Fazendo isso, descobrimos quão surpreendentemente instável as condições de trabalho são – o equipamento é mantido de forma desigual e nem sempre está pronto para uso, a cadeia de suprimentos é irregular, e nossos métodos de trabalho, cheios de ambiguidade e abertos a interpretações. Apesar de tudo, temos trabalho a fazer, mas o presente da casa STP é que, agora, sabemos o que funciona e temos ideias práticas de como fazer. O resto é uma questão de, bem, trabalhar.
O que, então, é diferente entre o modelo da casa STP original e os outros? Outros modelos tendem a ir do genérico para o específico – eles oferecem uma descrição completa da abordagem lean que, então, pode ser aplicada a situações específicas, de uma forma dedutiva. O modelo da casa STP, por outro lado, vai do específico para o geral. Como tentamos mostrar descrevendo como descobrimos o lean na manutenção de trens, a casa aponta para o próximo passo, não para a solução geral. Na verdade, melhor supormos que não sabemos qual é a forma da solução final, mas trabalhar, melhoria após melhoria, na direção geral dada pelos princípios e descobrir a forma geral do próximo estágio quando chegarmos lá. É um exercício de síntese, em oposição ao dedutivo (para sermos justos, a abordagem “kata” pode ser usada nos dois sentidos). Uma das mudanças mais fundamentais no centro de manutenção de trens guiadas pela bússola STP é que Boris e sua equipe de gestão pararam de trabalhar com vistorias totais do processo definidas em salas de reuniões (alguns anos de sofrimento e tensão) e começaram a mudar um passo por vez, gerenciando cada vez mais pelo gemba de uma forma muito mais calma.
O segredo para a aprendizagem lean, que é difícil de entender, é confiar na casa STP e tomar o próximo passo sem imaginar como é a solução final (um motivo pelo qual falamos sobre contramedidas em vez de solução). Para engenheiros treinados de uma forma Cartesiana, isso é mais difícil do que parece, já que a tentação é sempre tentar conseguir uma solução melhor. A disciplina da casa STP nos ensina a solucionar problemas um a um, conforme aparecem, pensar no próximo passo em termos de aonde a “bússola” está nos levando, mas não imaginar uma solução global até que ela apareça em muitos pontos de observação (cuidado com a lei dos números pequenos – pequenas amostras podem influenciar drasticamente as conclusões) e em discussões com todos os profissionais envolvidos. Percebemos que nosso desafio não é discutir o que já sabemos em comum, mas acessar o que cada especialista sabe que os outros não sabem e fazer com que compartilhem esse conhecimento.
Os insights são resultados do uso simultâneo de um pensamento direcionado a objetivos e de nível muito alto e de uma abordagem um passo por vez “apenas faça” no chão de fábrica. O modelo, claro, continua evoluindo. A Toyota recentemente adicionou “desempenho energético” a maior qualidade, menor custo e menor lead-time. Isso reflete o louco objetivo no longo prazo de acabar com os motores a combustão interna até 2050. Objetivos loucos de alto nível sempre fizeram parte da história da Toyota. De fato, Kiichiro Toyoda passou o bastão a seu primo Eiji com a instrução “alcance a América em três anos”. Levou um pouco mais do que isso, mas eles alcançaram. Similarmente, o Prius surgiu do objetivo de melhorar a eficiência energética em 100%. As primeiras propostas de 50% de melhoria foram rejeitadas por não serem muito ousadas.
Objetivos ousados. Trabalho detalhado. É por isso que sempre voltamos à casa STP original, por sua poderosa camada indutiva. Por seu valor nominal, a casa oferece uma vasta gama de próximos passos práticos a serem seguidos de uma maneira kaizen sem entender completamente aonde isso leva, mas com confiança de que estamos indo na direção certa. Isso é essencial para a prática do espírito de infinidade e crescimento, fazendo e envolvendo outros, o que é chave para aprender a profunda metáfora do crescimento orgânico e para mudar nossas mentes em um nível mais profundo.