| This article aims to show how some lean concepts appliance helped Cooperativa Aliança, in Sumaré-SP, to improve its productivity, income and work environment. We hope this example can contribute to inspire similar initiative in other communities, bringing them results as significant as those presented here. Cooperativa Aliança was founded in 1999, from a project to generate work and income, established by the NGO (non-governmental organization) "Ecologia e Dignidade Humana" (in English, it would mean: "Human Dignity and Ecology"), in Campinas. Aliança is dedicated to collect, separate by type, press and commercialize recycled materials received by company, residence and condominium donations from Campinas and Sumaré regions. Cooperativa work involves intense physical effort, once the whole material movement, including more than 100 kg (approx. 220 lb) bales, is manually done, besides being a dangerous activity, because they handle with potentially infected and cutting objects. This situation is worsened when associated to unscrupulousness about the need to use the IPEs (individual protection equipments) and the bad hygienic conditions. The bottles and several kinds of packages received frequently contain organic debris which causes dirt and stink, making the work environment even more hostile. Even though, Cooperativa offers opportunity of job and income for a workforce, which is usually marginalized and has great difficulty to be accepted in the formal labor market, due to their low education level, lack of professional qualification and personal problems in their past. One of the NGO members contacted Lean Institute Brasil (LIB) in the end of 2008 to propose the possibility of a mutual work and, in February of 2009, Aliança started applying the lean concepts, with Lean support, in order to improve their process and results. The original state - before February/2009 Considering the very precarious general conditions, Aliança need in the beginning of works was so basic. The wage was low and the work environment was disorganized and little productive. Moreover, the relationship problems were frequent and stressful. There was little team spirit and interdependence sense among the cooperative members. The material was brought and let in the entrance warehouse (1st Image) and after it was put in bags (units of transportation with about 30 kg - approx. 66lb - of material). Then it was sent to the weighing state and, finally, to the individual tables of separation (selection), which differed from 10 to 14, depending on the number of people who were available to work.

1st Image: Entrance warehouse. The material was unloaded out of the bags. | Each selector received a bag and separated the 40 (forty) possible types of recyclable material, with an average cycle time of 75 minutes per bag, as illustrated in the 1st Chart:
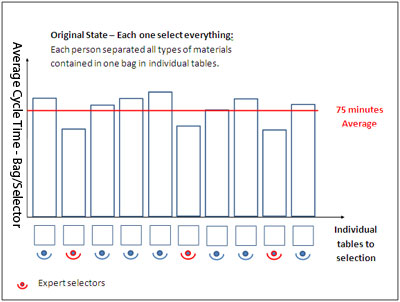
1st Chart : Bags cycle time (selection) with the production organization in individual tables (original state). | The material selected in plastic bags was moved to the warehouse area, from where it was removed to be pressed and transformed into bales which are sold to the costumer. The refuse (organic waste) of each table passed through weighing to compose the individual production estimate in kilograms (1 kg is about 2,21 lb), which established the wage of the cooperative members. In the way the production was organized, the average productivity was from 180 to 220 kg/selector/day (approx. from 397 to 485 lb/selector/day) and the fortnightly income about R$140,00 (about U$ 81,25). The lead time, the time spent between the material reception and the expedition in bales form, was 37 days, being 20 days in entrance warehouse. In order to help Cooperativa to make their activities more efficient and productive, it was necessary to use simple tools, which were supported in visual resources and were useful to the creation of minimum workforce stabilization, work standard and physical space organization in the shed. Applying the lean concepts: current state (from March/2009 to March/2010) Analyzing the original value stream, some changes were proposed to reduce the lead time and to increase the productivity, forming Cooperativa current state. In order to reduce the 20 days of entrance warehouse, it was necessary to control the reception volume for about a week, sending the collection material to other cooperatives. So, it was possible to organize and clean the collection area. Thereafter, the material started to be unloaded from the trucks directly in the bags, making the movement to the selection tables easier. That contributed to the area organization and material flow improvement (2nd Image).

2nd Image: Controlled warehouse level. Material unloaded in bags. | Now, the material selection, before individual, is done in 3 collective tables, with 4 people each (3rd Image), and the selectors became specialist in certain types of products (about 10 per selector). This work division increased the productivity and made possible that the selectors less expert could have good production with materials which were initially easier to be recognized and handled, while the more expert selectors - one per table - selected harder material, marking the selection rhythm. Working as a team |  | |  | 3 rd Image: Current state, the selection is done in collective tables. With the collective tables, the average cycle time reduced from 75 to 10 minutes, approximately (2nd Chart).
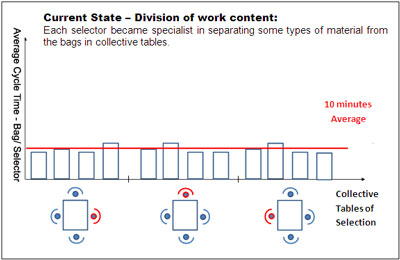
2nd Chart: Bags cycle time with the organization in collective tables. | The selection tables production started to be related to the numbers of bags selected and pointed in visual accompaniment chart (1st Picture). At the end of each bag selection, a key ring is suspended on the support marked with a break of hour corresponding to the production time. At this way, the information about the production status can be verified hour by hour. The same thing occur with the bales after the presses.
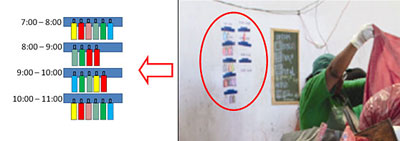
1st Picture : Accompaniment Chart of Production. | The lead time fell from 37 to 9 days, provided that 5 days were from bales, 2 days from selected material and 2 days from entrance warehouse. There was a dilution on changes impacts of bags content and workforce qualification among the team members, becoming the production more uniform and constant. In August 2009, the tables were grouped to form only one collective table, what was posible to do because of the selectors more homogeny qualification. The wage is not related to the individual production in kilograms anymore. In the current situation, after being covered by the fixed costs, the rest of the obtained money with the materials sales is devided among the cooperative members proportionally to the numbers of the labor hours each one works, being the value per hour equal to everybody. With the end of the individual proportion estimate, the bags weighing before the selection and each table refuses became unnecessary and were eliminated. Refering to the need of sesibilize everybody to the importance of work environment organization and cleaness, the cooperative members received a basic training about the five senses (5s). To give support to the implementation of lean concepts presented in training and to contribute with the areas organization, it was developed a weekly evaluation systematics, in which the organization standard are audited based on referenced facts, as in the examples of bales warehouse (2nd Picture) and balance area (3rd Picture):
References to 5s accomplishment | 
2nd Picture: In the right, organization standard of the bales warehouse. | | | 
3rd Picture: In the right, organization standard of balance area. | To minimize the workforce instability effects, it was developed an "Integration Plan", from which the new cooperative members receive general information about the historical development and the Cooperativa operation, instructions about the work which must be done, the necessary care with security and hygiene etc. To help in the task of transmitting the content and contextualize just arrived people, it is used an illustrated route with the integration process key state. Results The selection layout changes proportioned a productivity return of about 68%, becoming from 180-220 kg/selector/day (approx. from 397 to 485 lb/selector/day) to 280-320 kg/selector/day (approx. 617-706 lb/selector/day), in the first fortnight after the implementation. The bags average cycle time was reduced from 75 minutes to 10 minutes and the lead time from 37 to 9 days. The cooperative members fortnightly wage was increased in 130%, changing from R$ 140 (U$ 82) to R$320 (U$186), approximately. The data are in the chart below:
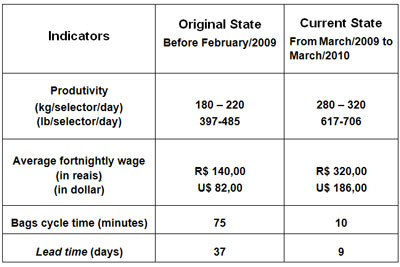
1st Table : Comparative data between Cooperativa original state and current state. | As a reflex of flow improvement and general conditions of shed organization, there still was a gain in the area of about 20m², which transformed a material warehouse (Image 4A) in Cooperativa training and meeting class (Image 4B). 
4A - Before: Materials warehouse. | | 
4B - After:Training and meeting class. | In parallel with the environment physical improve, a positive advance occurred in the cooperative members commitment with the productivity, as well as what regard to the relationship among them. The collective tables creation, in this context, contributed to the natural strengthening of Aliança team spirit. As an additional step, a study regarding the inbound logistics was made, aiming to reduce the transportation distances and optimize the truck utilization. All the pickup points were identified and after some detailed analysis, the previous "aleatory" truck route was substituted for another, based upon the minimized distances, picking up material from the suppliers located in the same regions in the same day. The next steps: the new physical structure Through EDH, Cooperativa received from Banco Nacional para o Desenvolvimento Econômico (BNDES) a financing to build a proper shed and to buy machines and equipments. The new shed layout and the production process of Aliança future state were elaborated with the lean tool 3P (Production Preparation Process) help. With this tool, points are attributed to classify the possible alternatives according to several criterions, such as: productivity, simplicity, costs, security and ergonomics etc., objectifying a future state in which the continuous flow and the value aggregation in materials selection, press and movement process be arranged. The analysis done in the 3P with the proposals punctuations is shown in the 2nd Chart::
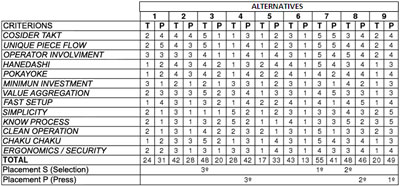
2nd Chart - 3P Analysis: Proposal evaluation criterions to press and selection process in Cooperativa future state. | Numbered the proposals in 3P analysis, it was elaborated a new "lean shed" layout, presented in the 4th Picture, in which the stages are set to reduce the necessity of moving materials, making the flow easier.
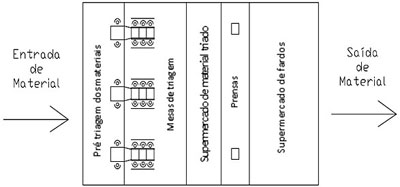
4th Picture: Lean Layout of Cooperativa future state. | With the new facilities and the well-trained people, it is esteemed a productivity of 40% bigger in the selection future state and 65% bigger in the materials pressing process, considerably increasing the cooperative members wages. Conclusion: The lean concepts implementation in Cooperativa, even before soften some serious questions, helped the cooperative members to acquire knowledge about problems existence and how important is to recognize them as an opportunity to improve continuously. As any lean transformation, however, the culture and habits changes have been one of the biggest challenges. Even though, it is possible to see that the cooperative members perception about how to see and solve the problems became clearer and more autonomous since the activities beginning, in 2009. The Cooperativa reality is still difficult, besides the advances described in this article. The manual work continues too hard and the wage beneath their necessities. Although, there are good expectations to the next steps, because of the new shed financing and the estimation about wage and efficient increase which the future state will proportionate. The new physical structure construction, however, is not enough to solve all Cooperativa serious problems, that, to obtain the labor stability and a consistent management, it is necessary the activities operation in a way even more efficient and productive. But, to get there, there still are a lot of work to be done. Thanks: Thank everyone who contributed to this article elaboration, especially to Maria Cristina Amoroso Lima, idealist of Alainça contact with Lean Institute Brasil and responsible for the lean project implementation in Cooperativa; to the cooperative members, thanks for the power of will and brave to face the changes; and to my LIB colleagues Diogo Kosaka, project manager, and Alvair Silveira Torres Júnior, who supported us in the new shed conception elaboration. I thank EDH for the opportunity if work as a trainee during the initial steps of this project accomplishment. Bruno Translated from Portuguese by Tamiris Masetto Manzano. |